DAY 1
Was spend unpacking everything and mounting the first two stepper motors to the X & Y stages. Put aside the electronics control box that came with my stages as I am going to use RepRap electronics.
Day 2
Build of the electronics, Sanguino goes very rapidly! Next board is the PWM driver which goes ok. Time to tackle the driver boards, RRRP store link directs me to V1.1 rather then V1.2 drivers, all three driver boards are missing the same components by the V1.1 info.
I follow the v1.1 instructions and am highly unsatisfied with the build progress as it wasn’t like the Sanguino where the installation and soldering was lowest profile component to highest component which make it easy to insert, flip and solder!
Day 3
Was missing components from my driver boards so visited the rat shack for resistors and capacitors to finish my drivers. Researched on how the steppers would be wired up and solder necessary wires together to get down to the four needed to attach to the driver board. Then wired up the remaining stepper for the Z axis to a plug for testing.
Realized that my Antiono breakout board was useless for the Sanguino board! Read that Sanguino was designed to plug into a bread board.
Finish all three boards and then I finally notice the URL reference on the static wrap that lists a link to the instructions for my V1.2 boards!
In the meantime I had fired off a QA report to Zack suggesting better build procedure of lowest to highest that was fairly much reflected in the actual build instructions once I found them, missing components are actually optional opps! Sorry Zack!
Day 4
Purchased breadboard for Sanguino on way home, scavenged a couple of AT style power supplies from the IS department at work along with old Ethernet cables. During the day printed out diagrams for recommended Arduino wiring and Sanguino pin outs on works color printer.
Assembled the breadboard and find that Sanguino doesn’t fit the rat shack version! Sanguino design assumes standard IC width between the rows, not rows that are butted together.
Figuring out what wires of the ribbon cable are for what for getting the Z axis stepper motor to spin, ten wires are present but only five of them are in use counting the ground wire.
Wiring on the ribbon cable from left to right with red strip on the left is:
1. No Connection
2. Ground
3. Step
4. Direction
5. Enable (tied high to VCC via a resistor so not used, so effectively no connection)
6. Minimum sensor line
7. Maximum sensor line
8. No Connection
9. No Connection
10. No Connection
Solder wires to some header pins to plug into breadboard, decide to reinforce with hot glue to turn into mini plug.
Discover hot glue gun must have been left on for months at low heat, filled with dry brown gunk; after poking various gauges of wire up nozzle finally get it to flow. It takes quite a while to flow and most of a long white glue stick as it flushes out the old stuff before it turns white again.
Make handle with painters tape and hot glue and burned fingers; I guess I will have to predict a lot of this with this project?
Test power supplies; second power supply I grabbed just in case is the one that works.
Hook up stepper boards one by one and observe that the LED’s work. Followed by hooking up the Z axis stepper which gives a little scratchy noise on power up as it jumps into phase/step.
Use screw driver to momentarily ground step line and watch the motor step and the step LEDS change colors as it moves from phase to phase.
Day 5
Figured out how to compile a sketch and upload it to the Sanguino, did the blinking led test.
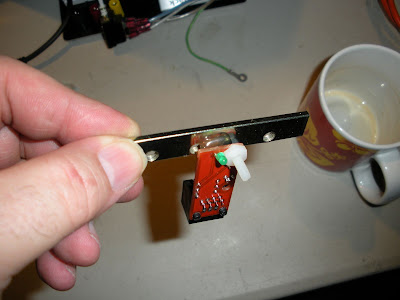
Then I ran my first stepper test with the motor waving the tape flag! Opp’s half of one of the drivers board is not working, must be a bad L298N. Though interesting enough it will step at some speeds but not others!
Experimented if we could drive the motor faster than the lower 600 value in the stepper motor test, no luck.
Day 6
Started wiring up the steppers for the X & Y axis’s and laying out the wiring on the breadboard for my repstrap!
Assembled the X&Y stages by stacking the Y stage on top of the X; quite a chore to get them to snug up together over the registration / alignment pins.
Given how tight the tolerances are I have a very high confidence that it is square.
Started figuring out how the desk is going to look and how I want to route the wires.
Day 7
Need to figure out what the wiring is for the limit switches that are on the stages, do not have a Allen wrench that will fit to take off the old sensors so off to the tool store (Harbor Freight ) to buy more tools, end up spending most of the morning wandering around shopping!
Finished wiring up the breadboard and the stepper motor to driver cables. Time for some movement!
I am kind of worried that since these stages are fairly massive that it will just sit there and groan.
X stage starts right up, takes a while for me to realize that it is actually working right off the bat, no complaints!
It goes though the speed tests and doesn’t like 750 or 600 values of the stepper motor tests.
Now since the X stage is carrying the Y stage around with it I assume that the Y stage will move better, wrong guess. Y stage for some reason 900 and below it moves one direction but not the other; might a resonance thing?
Manually centering the stages before running the tests and it is getting closer to a limit with each failed movement and I have no limit switches wired up or software that is testing for them since I am using the stepper motor test program.
Day 10
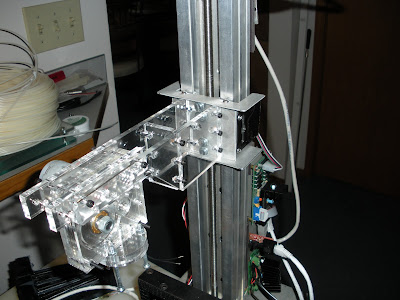
Time to tackle the Z stage which has a Pittman motor on it which is not a NEAM mount. Pulled up the engineering diagrams for our stepper motors and make multiple attempts to figure drilling dimensions for the center of the Pittman motor which has an offset center for the shaft; to the NEAM 23 mount.
Doesn’t work out until I actually measure my stepper motors! Lots of tiny drill marks that are thankfully hidden by the stepper motor once I get it mounted.
Work kicks into high gear with massive overtime so I have been stalled for a while!
Things learned:- Sanguino is still the new kid on the block so not to order the Arduino bundle. (Store now has a Sanguino Breakout Shield Kit, so will place another order.)
- The stepper motors selected for our projects actually have some fairly good strength.
- Electronics are fairly advanced; almost turn key, great work everyone!
Work still to do:- Get Hall Effect end stops wired up and tested.
- Test Z axis now that the stepper motor is mounted.
- Mount the Z axis.
- Figure out how to calibrate everything!
- Start thinking about the extruder!